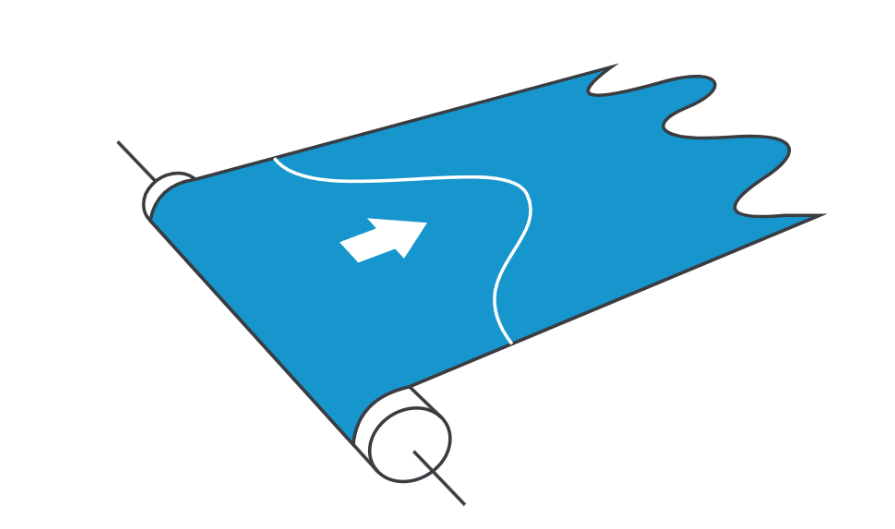
Hình 1
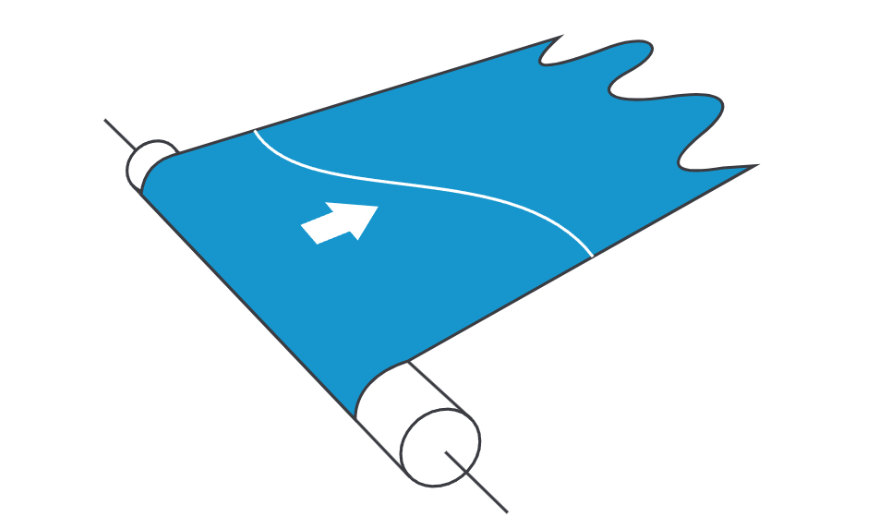
Hình 2


Có thể thực tế hơn khi lắp các kô lõm (xem hình 3). Việc lắp đặt 1 hoặc 2 lô lõm sẽ thường loại bỏ ngay các đường cong đối xứng. Trong các lô lõm, vị trí trung tâm có đường kính nhỏ hơn tại các biên. Ở bất kỳ RPM nào, tốc độ bề mặt của bất kỳ điểm nào trên một lô thay đổi theo chu vi tại điểm đó. Do đó, giữa lô có tốc độ thấp nhất và các biên có tốc độ cao hơn. Điều này làm cho các biên của bạt chạy trước để điều chỉnh độ cong đối xứng.
Việc đặt đúng vị trí lô lõm và điều chỉnh độ crown âm cần thiết phụ thuộc vào một tập hợp các yếu tố - vượt quá phạm vi của chủ đề này. Bất kỳ nhà máy nào xem xét việc sử dụng lô lõm sẽ được khuyên nên tham khảo ý kiến của nhà cung cấp bạt sấy mà có thể tính toán và khuyến nghị cần thiết.
Điều chỉnh lệch trước - sau
Nếu sự tích tụ của xơ sợi hoặc các chất bám dính trên bề mặt lô là nguyên nhân lệch, các lô nên được cạo hoặc vệ sinhkhi cần thiết. Nếu nguyên nhân do ăn mòn hoặc mài mòn làm cho chênh lệch đường kính lô thì nên thay lô hoặc phụ hồi lại. Nếu tất cả các lô trong đó điều trong tình trạng tốt, chúng có thể cần được căn chỉnh.
Về lý thuyết, giải pháp lý tưởng là căn chỉnh quang học. Vì hầu hết các nhà máy không có thiết bị hoặc nhân sự đào tạo cần thiết, dịch vụ theo yêu cầu. Hầu hết các trường hợp, căn chỉnh quang học tốn thời gian và chi phí cao. Trong nhiều trường hợp, kỹ thuật đơn giản hơn và ít tốn thời gian hơn có thể cần thiết. Phương pháp đo lường là một trong những kỹ thuật đơn giản có thể thao tác bởi nhân viên nhà máy. Các bước thao tác sẽ được mô tả.
